


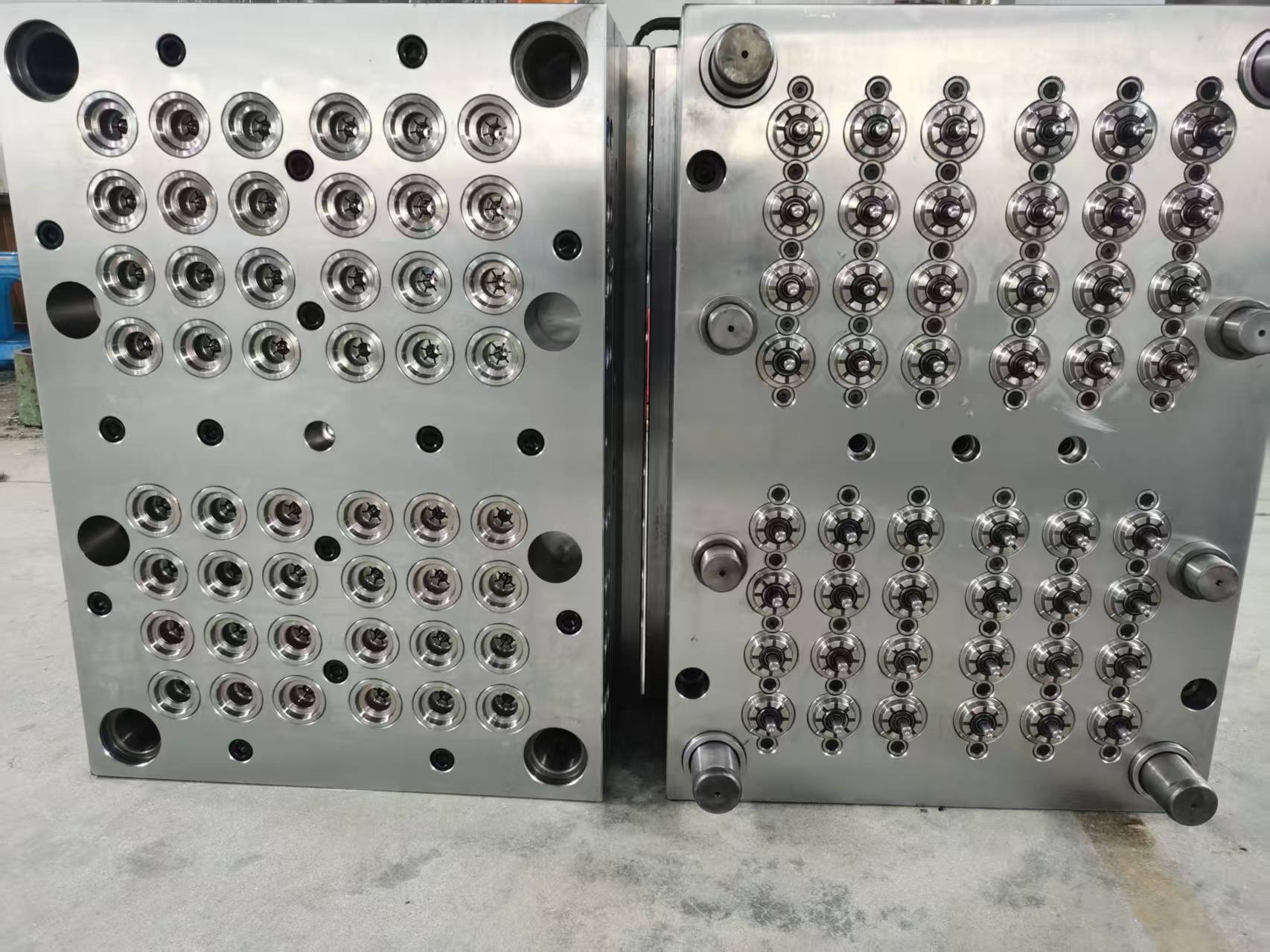
| Product production cycle: | 4 molds per minute |
| Mold base: | P20 |
| Cavity and core: | 632 |
| Technical support is always provided. | |

38-Cavity Clamshell Mold
10l Oil Bottle Cap Mold

28-Port Water Cap Mold
30 Mouth Mineral Water Cap Mold
28 Bottle Preform Molds
38 Mouth Milk Cap Mold
48 cavity mosquito repellent liquid bottle cap mold with a diameter of 24mm
65 Mouth Dust Cover Mold
Eye Drops Bottle Cap Mold






There is a bottle cap mold factory somewhere that made the mold for the cap sitting on wha...
READ MOREBefore a plastic bottle takes its familiar shape, it starts as a preform — a thick-walled ...
READ MOREBottle cap molds serve as key tools in creating the small but essential closures that keep...
READ MOREThe Preform's Role in Bottle Making A PET preform is a thick-walled, test-tube-shaped blan...
READ MOREA bottle cap mold factory serves as an important part of the packaging supply chain, produ...
READ MOREThe 28mm neck diameter, 48-cavity valve-gated hot runner upper and lower mold is a high-cavity injection mold used for the production of beverage bottle preforms, suitable for standard neck diameter preform molding requirements. This mold utilizes a valve-gated hot runner structure, ensuring uniform filling of molten plastic and helping to control gate quality and dimensional stability. The coordinated design of the upper and lower molds, combined with the multi-cavity layout, meets the requirements for continuous production and is suitable for bottle preform manufacturing applications that demand consistency and production efficiency.
Basic Structural Features of the 48-Cavity Hot Runner Upper and Lower Mold
The 48-cavity hot runner upper and lower mold is a mold system that simultaneously forms 48 sets of upper and lower structural components in a single injection molding cycle. Its design focuses on "coordination" and "balance."
1. Coordinated Upper and Lower Mold Structure
2. High-Cavity Hot Runner System
3. Compact Mold Base Design
The Role of the Hot Runner System in the 48-Cavity Upper and Lower Mold
The hot runner system is a core component of the 48-Cavity Hot Runner Upper And Lower Mold, and its stability directly affects molding quality and production efficiency.
The main functions of the hot runner system include:
In high-cavity applications, the design of the hot runner system is not only a technical issue but also a management issue. Temperature control zone division, heating element layout, and temperature feedback logic all need to be well-coordinated with the injection molding machine control system.
Mold Material Selection and Structural Durability
The 48-cavity upper and lower molds are subjected to high thermal and mechanical loads during the production process, making material selection and structural design particularly crucial.
| Mold Component | Common Material Type | Main Characteristics | Design Considerations |
| Mold Cavity and Core | High-hardness mold steel | Dimensional stability, wear resistance | Machining accuracy and surface treatment |
| Hot Runner Plate | Alloy steel | Uniform heat conduction | Thermal expansion control |
| Mold Base | Pre-hardened steel | Structural support | Rigidity and lifespan |
| Ejection System | High-strength and tough steel | Fatigue resistance | Synchronization design |
A reasonable combination of materials can ensure mold lifespan while reducing maintenance frequency and improving production continuity.
Forming Stability Control of High-Cavity Upper and Lower Molds
In a 48-cavity injection molding system, forming stability is one of the important indicators for evaluating mold performance. Stability is reflected not only in the quality of a single molding cycle but also in consistency during long-term operation.
Key factors affecting stability include:
Melt Filling Balance
Mold Temperature Distribution
Ejection Synchronization
Injection Molding Process Window Control
Application of 48-Cavity Molds from a Production Management Perspective
Unlike molds with a low to medium number of cavities, the 48-Cavity Hot Runner Upper and Lower Mold places higher demands on a company's production management capabilities.
From a management perspective, its characteristics include:
Centralized Production Planning
Systematic Maintenance Management
Regular Data Monitoring
Proactive Spare Parts Management
In some high-precision applications, the independent gate control logic of Valve Gate Molds can be introduced for fine-tuning the molding status of individual cavities.
Analysis of Differences from Traditional Multi-Cavity Molds
From an application perspective, the 48-cavity hot runner mold differs significantly from traditional multi-cavity molds:
This type of mold is not suitable for scenarios requiring frequent product specification changes, but is more suitable for the production of highly standardized products.

 +86-15988912600
+86-15988912600
 No. 25 Maofeng Street, Xinqian Street, Huangyan District, Taizhou City, Zhejiang Province
No. 25 Maofeng Street, Xinqian Street, Huangyan District, Taizhou City, Zhejiang Province

Lucy
[email protected]


 English
English русский
русский Español
Español عربى
عربى